 Sendes inden for 1-2 hverdage
Sendes inden for 1-2 hverdage
 Gratis fragt over 399 kr. til pakkeshop
Gratis fragt over 399 kr. til pakkeshop
 40.000+ tilfredse kunder
40.000+ tilfredse kunder

 EAN betaling
EAN betaling







Fremragende | Baseret på 600+ anmeldelser
ColorFabb - PLA-PHA - Standard Black - 1.75mm - 750g
På lager
Leveringstid: 1-2 hverdage
Kunne ikke indlæse afhentning tilgængelighed

Gratis fragt over 399 kr

Nem og billig retur

Kundeservice alle hverdage
ColorFabb - PLA-PHA - Standard Black - 1.75mm - 750g
Kombinationen af styrke og brugervenlighed – ColorFabb PLA-PHA Standard Black er et premium 3D-printerfilament, der forener de letprintelige egenskaber fra PLA med den ekstra sejhed fra PHA (polyhydroxyalkanoater). Det resulterer i et filament, der er stærkere og mere fleksibelt end almindelig PLA, samtidig med at det bevarer en smuk, mat sort finish.
• Høj kvalitet – Forstærket PLA med øget sejhed og bedre lagadhæsion.
• Nem at printe – Lav warping og høj printpræcision.
• Perfekt overflade – Dybsort, mat finish, ideel til både funktionelle og æstetiske prints.
• Anbefalede printindstillinger – Hotend: 220-240°C, Printplade: 75-85°C.
ColorFabb PLA-PHA er kompatibel med de fleste FDM 3D-printere og sikrer en stabil, præcis og problemfri printoplevelse. Et oplagt valg til både hobbyprojekter og professionelle applikationer, hvor styrke og udseende er i fokus.
Hos 3D Eksperten har vi et stort udvalg af filamenter. Er du på udkig efter PLA Filament kan du finde en bred vifte af farver og varianter. Klik her for at se et udvalg.
Tekniske specifikationer
Brand
ColorFabb
Filamenttype
PLA
Diameter
1.75 mm
Tolerance
±0.05 mm
Bruttovægt
1.0 kg
Nettovægt
750 g
Spolens materiale
Plast
EAN
8719033551053
Print parametre
Anbefalet Minimum Printtemperatur
195 °C
Anbefalet Maksimal Printtemperatur
220 °C
Anbefalet Minimum Temperatur for Printbed
50 °C
Anbefalet Maksimal Temperatur for Printbed
60 °C
Anbefalet Minimum Printhastighed
40 mm/s
Yderligere tekniske specifikationer
Massefylde
1.21-1.43 g/cm³
Biologisk Nedbrydeligt
Ja
På linket nedenfor, finder du en mappe med alt dokumentation for 3D printere, filamenter mv. Den vil løbende blive opdateret
Du kan få leveret din ordre til en valgfri GLS pakkeshop, privats- eller erhvervsadresse.
Vi leverer din ordre fragtfrit til en valgfri GLS pakkeshop, hvis du bestiller for over 399 kr.
Du har mulighed for at vælge afhentning i butik. Når du modtager en mail med at din ordre er færdig pakket, kan den afhentes indenfor vores åbningstider, som er mandag til torsdag 9-17.00 og fredag kl. 9-16.30 på vores adresse Amalienborgvej 57 i Nørresundby.
Vil du vide mere om vores returregler, læs dem her
Vi ser frem til din ordre 😍

Kundeservice
Email: info@3deksperten.dk
Telefon: +45 30 20 22 17
Mandag til torsdag: 9:00 - 17:00
Fredag: 9:00 - 16:30

ColorFabb - PLA-PHA - Standard Black - 1.75mm - 750g
Du kiggede tidligere på
Se hvad vores kunder har skabt
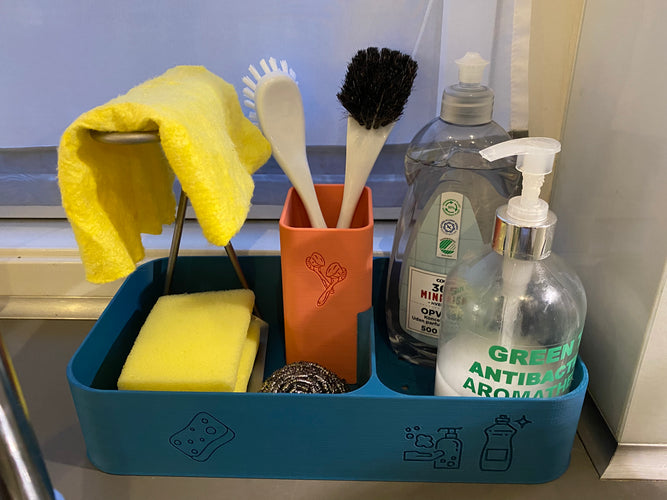
3Dkat
Kitchen organizer. PLA filament
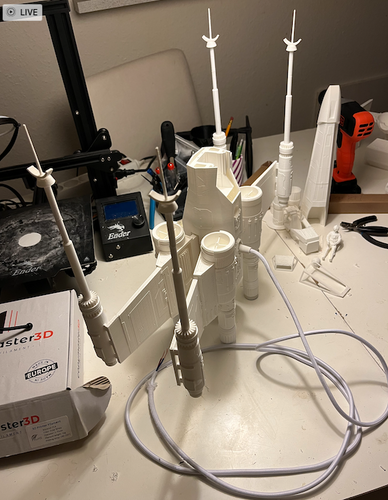
Alexander fra Birkerød
X-Wing fighter - med tubelys som motor. PLA Filament.

Alexander fra Birkerød
X-Wing fighter - med tubelys som motor. PLA filament.

Allan
Projekt Pokemon 151. PLA filament.

Allan
Projekt Pokemon 151. PLA filament.

Benjamin fra Pandrup
Bugs bunny - 1 meter og 25cm høj. PLA filament.
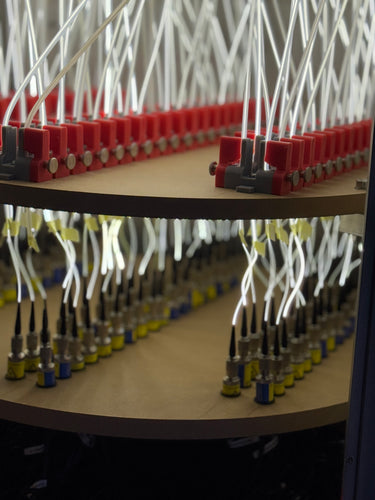
Brian
96 lysfiber holdere med fingerskrue til en rum udstilling

Brian

Brian
PLA filament.

Carl fra Svenstrup J
To figurer med de kendte logoer Louis Vuitton og stussy. PLA filament.

Casper fra Nordjylland
En holder til min mobile elbilslader, hvor den øverste del kan tages af, således man kan tage laderen med sig ved behov. PLA Filament.

Christian
Holger Danske

Daniel fra Silkeborg
Proton pack Fra Ghostbusters!(Før den bliver malet). Printed i PLA.

Flemming
En nomer
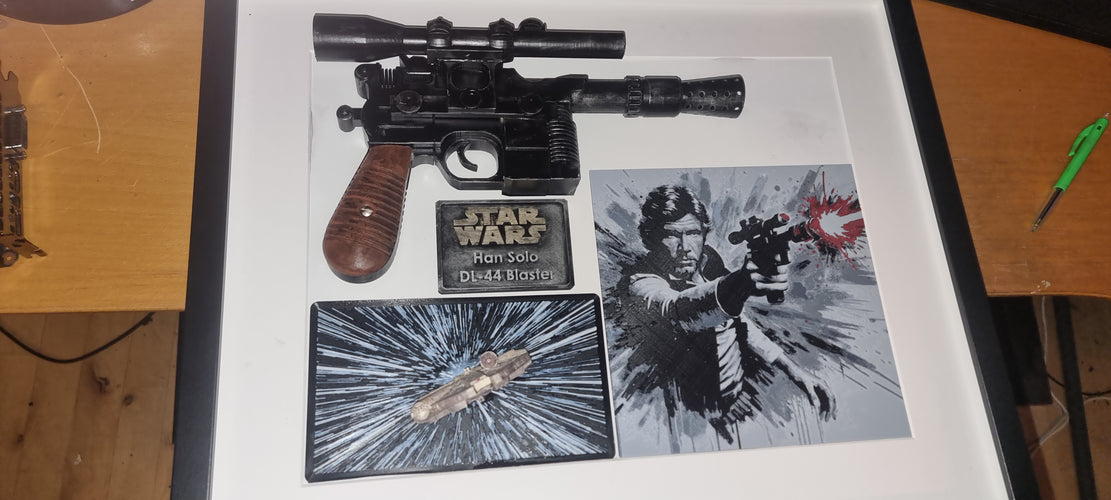
Frank
Star wars. Han solo blaster, en gave til min far i farsdag gave.

Freddy
Det er flaskeholdere jeg selv har printet i PLA filament

Glen
Pc kabinet designet som middelalder kro

Helge
Ukulele

Jesper fra Kerteminde
Beholder til Silica Gel Beads i 3DE Premium ABS. Begge dele printet på en Bambu P1S.

John
Japansk havelampe

Jonas
3D printed drage som lige er strikket.
Jonas WP
DM screen

Jule fra Aalborg
Skuffe indsatser til at huse de mange skriveredskaber jeg ejer. Nemme at tage med til arbejdsbordet og gør det nemt at rydde op igen bagefter. Eget Design. PLa Filament.

Kasper
Funktionel elguitar Les Paul-style med ST hardware
Kasper fra Tylstrup
Filament reol, i kæmpestort LEGO teknik. PLA filament.

Kasper fra Tylstrup
En bordlampe. PLA filament
Kim
En figur af Bruce Willis fra Die Hard
Kim fra Nyborg
Egen fortolkning af en Minecraft Steve en meter høj 4 Kg lys i øjnene. PLA filament.

Kresten fra København
Tønden fra "The Return of the living dead" som indeholder zombien "The Tarman". PLA filament.
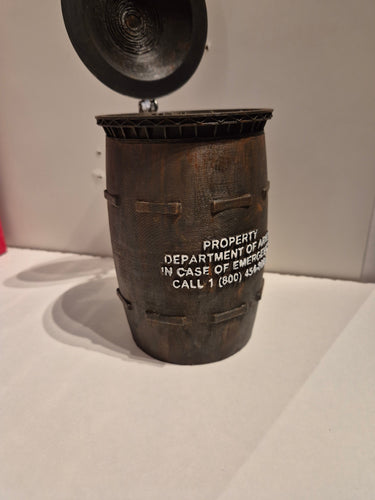
Kresten fra København
Tønden fra "The Return of the living dead" som indeholder zombien "The Tarman". PLA Filament.
Louis
En headset holder

Malthe
Har printet en daredevil maske med røde led øjne der kan lyse op, og er igen med at lave daredevils Billy clubs som virker

Marianne
Kortholder samt boks til uno kort

Mette fra Esbjerg
Mit første design. Har fået navnet Nulpkt. Jeg er stolt og jeg syntes det er faktisk det er okay. Jeg har designet til mellemstore fugle. Diameter på 32 mm hul, så musvitter kan bruge det. Printet i PLA og Carbon Fiber PLA filament.

Michael

Michael
Vægholder til Wilfa håndmixer. PLA og PETG filament

Michael
Værktøjsholder til Um S5. Pla og PETG Filament
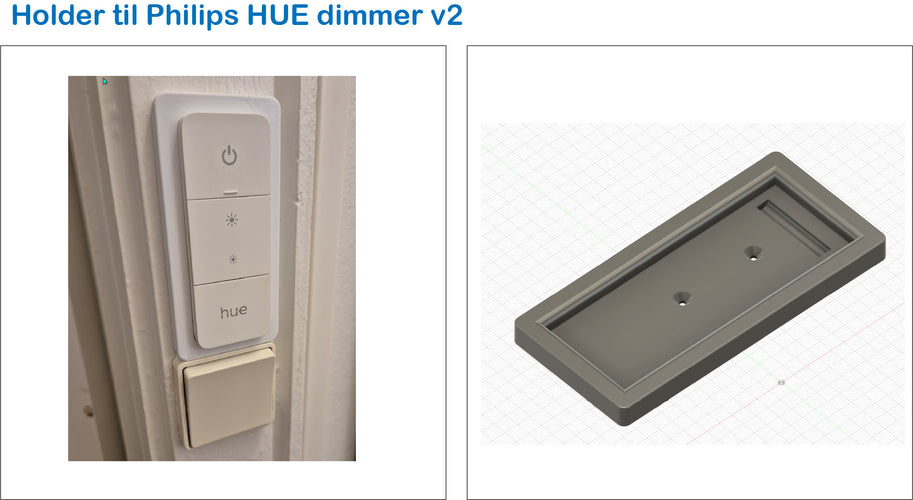
Michael
Holder til Hue belysning. PLA og PETG Filament

Michael
Click-on hjørner til tablet. PLA og PETG Filament